Auto Gain DAC PAC Curve Gate Expansion Spoina B Wyświetlacz Tory kolejowe Ultradźwiękowy defektoskop szynowy
Główne wprowadzenie
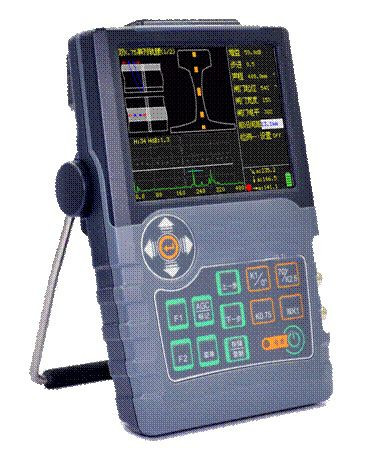
Defektoskop ultradźwiękowy do spawania szyn FD-9008HT - przenośny, łatwy w obsłudze i niezawodny
Defektoskop ultradźwiękowy do spawania szyn, wykonany specjalnie zgodnie z TB / T 2658.21-2007 Rail Weld Ultrasonic Flaw Detection Operation, standardem Ministerstwa Kolei, może jednocześnie łączyć różne sondy wymagane do ultradźwiękowego wykrywania wad spawania szyn, ustawione parametry wykrywania wad, na -wykrywanie wad witryny, przełącznik jednym przyciskiem, szybki i prosty, doskonała wydajność i zaawansowane funkcje.Jest to pierwszy wybór do ultradźwiękowego wykrywania defektów spoin szynowych.
Główne cechy
■ Łatwy w obsłudze: przyrząd dostosowany do wymagań procesu wykrywania wad spoin szyn.Działa w wielu kanałach i może wykrywać różne obszary spoin szynowych
Konieczna jest wymiana sondy, zmiana parametrów nastaw i przełączenie kanału jednym klawiszem, aby zakończyć wykrywanie różnych obszarów główki szyny, środnika szyny i dna szyny.
■ Mała objętość: jest to najmniejszy defektoskop spoin szynowych z wyświetlaczem o przekątnej 5,7 cala.
■ Niewielka waga: waga całej maszyny wraz z akumulatorem wynosi tylko 1,4 kg.
■ Niski pobór mocy: akumulator może pracować nieprzerwanie maksymalnie przez ponad 6 godzin.
■ Wysoka wydajność: główne wskaźniki techniczne, takie jak margines czułości wykrywania defektów, liniowość pionowa, liniowość pozioma, zakres dynamiki itp. przewyższają odpowiednie normy krajowe.
■ Wiele funkcji: interfejs USB, automatyczna regulacja wzmocnienia, przetwornik cyfrowo-analogowy, rozszerzenie bramki, kopiowanie ekranu itp.
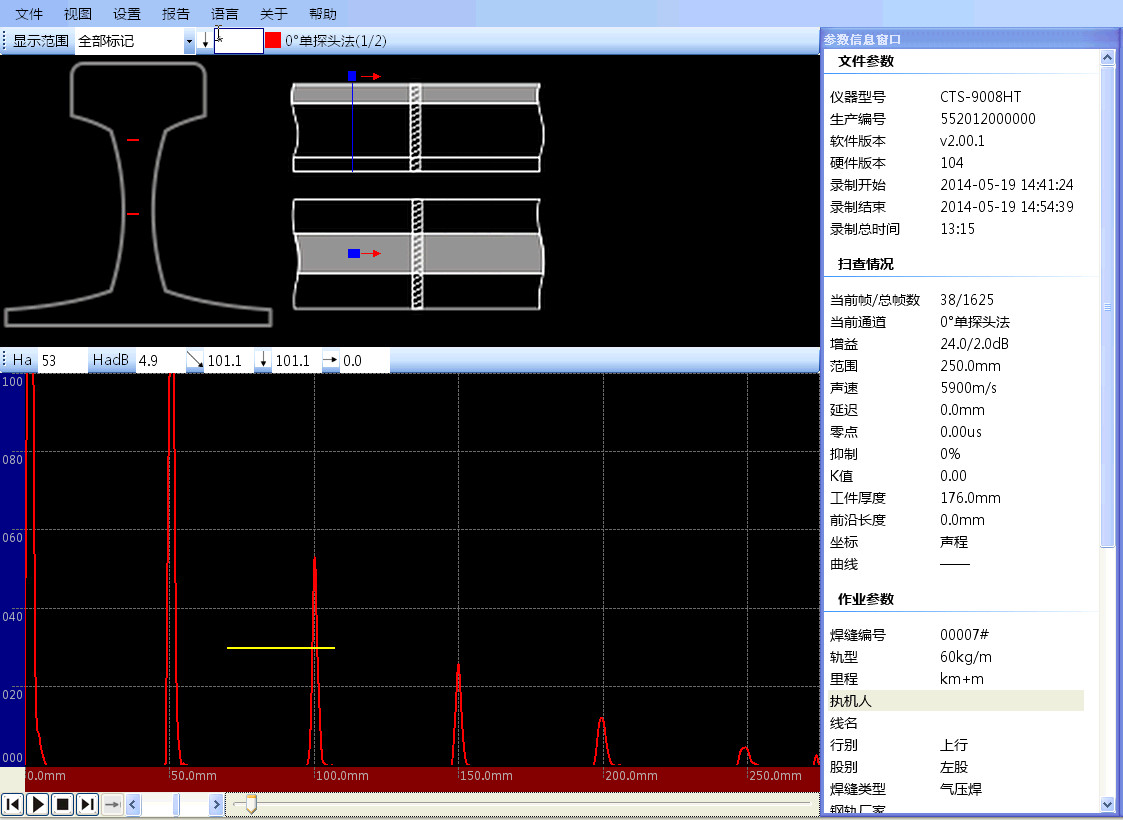
■ Wyświetlacz B: posiada funkcję wyświetlania mapy znaku B szwu spawalniczego, która służy do automatycznego rozprowadzania sygnału alarmowego na odcinku spoiny szynowej w kształcie litery I
Cechowanie;Proces wykrywania ma schematyczny diagram monitów krokowych.Kroki testu i wyniki są jasne na pierwszy rzut oka.
■ Nagrywanie krótkich filmów: Możesz wybrać pamięć wewnętrzną lub dysk U.Pamięć wewnętrzną komputera można przenieść na dysk flash USB.Górne oprogramowanie komputerowe ma funkcje odtwarzania plików krótkich filmów i zarządzania.
• Maksymalna częstotliwość próbkowania wynosi 240 MHz, a rozdzielczość pomiaru to 0,1 mm.
• Zakres częstotliwości roboczej wynosi 0,5 ~ 8 MHz, a margines czułości wynosi do 65 dB.
· Menu wyboru kanału typu kreatora, w połączeniu ze schematem kroków detekcji, sprawia, że proces operacji detekcji jest prosty i szybki.
· Humanizowany raport wykrywania wad, szybkie oznaczanie natury wady, lokalizacji uszkodzeń, technologii przetwarzania itp. oraz intuicyjna i przejrzysta późniejsza analiza.
• 20 ~ 500 Hz ma 10 regulowanych częstotliwości powtarzania impulsów, aby uniknąć sygnałów pogłosu podczas wykrywania wad.
• Zadaniem mapy oznakowania spoiny B jest automatyczne lub ręczne zaznaczenie rozkładu sygnałów alarmowych na odcinku spoiny szyny.
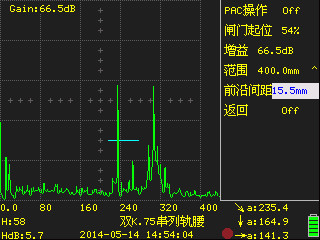
• Skanowanie szeregowe i podwójne K w oparciu o enkoder, obrazowanie schematu alarmów defektów sekcji spawu jednorazowo skanujące.
• Współpracuj z funkcjami szczytowego echa i zamrożenia obrazu, aby szybko określić najwyższą falę defektów, a wykrywanie defektów jest bardziej wydajne.
Krzywa DAC w połączeniu z funkcją porównania echa ułatwia kwantyfikację echa w różnych odległościach i przy różnych amplitudach.
W oparciu o skanowaną przez enkoder funkcję krzywej PAC, amplituda defektów tej samej wielkości na różnych głębokościach jest automatycznie dostosowywana, a efekt skanowanego obrazu jest bliższy rzeczywistemu.
• Zaimportowany kolorowy wyświetlacz TFT o przekątnej 5,7 cala i szerokim kącie widzenia, wysokiej jasności i wysokiej rozdzielczości zapewnia wyraźny obraz szczegółów.
• Różne schematy kolorów spełniają potrzeby różnych scenariuszy użytkowania i przyzwyczajeń.

| Numer |
Interfejs |
Pozycja wykrywania |
| 1 |
Pojedynczy K2.5 |
Zeskanuj główkę szyny z bieżnika główki szyny lub z boku główki szyny (w przypadku pojedynczego kanału górnego główki szyny K2.5) oraz zeskanuj spód szyny z nachylenia dna szyny (w przypadku pojedynczego kanału stopy szyny K2.5 ) |
| 2 |
Pojedynczy K1 |
Skan od powierzchni bieżnika główki szyny do główki szyny, środnika szyny i dna szyny (w przypadku pojedynczego kanału górnego główki szyny K1) |
| 3 |
Pojedynczy 0° |
Skan od powierzchni bieżnika główki szyny do główki szyny, środnika szyny i dna szyny (w przypadku pojedynczego kanału górnego główki szyny 0°) |
| 4 |
Podwójne 70° |
Pojedyncza podwójna sonda 70° służy do skanowania główki szyny od strony bieżnika główki szyny lub boku główki szyny (w przypadku podwójnego kanału 70° główki szyny);Ta para gniazd służy również do definiowania boku główki podwójnej szyny K1 i skanowania K główki szyny (gdy używany jest kanał boczny podwójnej główki szyny K1) |
| 5 |
Podwójne K0,75 |
Skanowanie tandemowe od powierzchni bieżnika główki szyny do przewężenia szyny (w przypadku podwójnego tandemowego kanału przewężenia szyny K0.75) |
| 6 |
Podwójne K1 |
K-skan dna szyny od strony dna szyny (w przypadku kanału bocznego dna szyny podwójnej K1) |
Aplikacja :
Zainstaluj ramkę skanującą we właściwej pozycji po obu stronach spoiny.Wyreguluj pokrętło przesuwania sondy na ramie skanowania, aby przesuwać sondy tandemowe jedna po drugiej w przeciwnym kierunku i skanować w górę iw dół wzdłuż spoiny zgodnie ze schematem skanowania.
| Pojedyncza sonda kątowa K2,5 |
Pojedyncza sonda kątowa K1 |
|
|
| Używając pojedynczej sondy kątowej K2,5, wykonaj krzywą DAC dla otworów poprzecznych nr 1~5 w strefie B bloku testowego GHT-5 i zeskanuj bieżnik i bok szyny za pomocą jednej fali.Na rysunku przedstawiono echo uszkodzeń główki szyny. |
Pojedyncza sonda kątowa K1 służy do skanowania pasa szyny do przodu i do tyłu od bieżnika szyny za pomocą jednej fali.Na rysunku przedstawiono echo defektów na dnie szyny. |
| Tandemowa podwójna sonda kątowa K0.75 (A-scan) |
Tandemowa podwójna sonda kątowa K0,75 (skanowanie A+B) |
|
|
| Para sond kątowych K0,75 umieszczonych w tandemie służy do skanowania pasa szyny z ramą skanującą.Rysunek przedstawia echo otworu 5 na bloku testowym GHT-la. |
Obszar w kształcie litery I pokazany na rysunku to skan B defektów w otworach 1~5 na bloku testowym GHT-la. |
| Wybór kanału z przewodnikiem |
Edycja parametrów pracy defektoskopii |
| Interfejs wyboru kanału z przewodnikiem sprawia, że proces wykrywania jest przejrzysty na pierwszy rzut oka.Dzięki klawiszowi skrótu do kanału operacja jest wydajna i elastyczna. |
Edycja parametrów pracy defektoskopii może szybko wskazać charakter defektu, lokalizację uszkodzenia, technologię obróbki i inne parametry, ułatwiając analizę i ocenę wyników defektoskopii w późniejszym etapie. |
| Odtwarzanie nagrań podczas skanowania |
|
|
|
| Zeskanuj całe zapisy procesu.Może odtwarzać, wyszukiwać i generować raporty na górnym komputerze. |
|
Wskaźniki techniczne
| Przedmiot |
Jednostka |
Dane techniczne |
| Błąd liniowości pionowej |
% |
≤3 |
| Błąd tłumika |
dB |
Co 12 ±1 |
| Zakres dynamiczny |
dB |
≥32 |
| Poziom hałasu elektrycznego |
% |
≤10 (pasmo częstotliwości: 1 ~ 5 MHz) |
| Margines czułości wykrywania wad |
dB |
≥65 (sonda 2,5Z20N) |
| Rozdzielczość arkusza |
mm |
≤3 (sonda 5C10N) |
| Rozdzielczość dalekiego pola |
dB |
≥26 |
| Błąd liniowości poziomej |
% |
≤0,5 |
| Zasięg wykrywania |
mm |
0 ~ 13000 (stalowa fala podłużna) |
| Zakres przesunięcia impulsu |
mm |
-10 ~ 1000 (stalowa fala podłużna) |
| Materiał Prędkość dźwięku |
SM |
400 ~ 15000 |
| Zakres zerowy sondy |
μs |
0 ~ 200 |
| Regulacja wzmocnienia |
dB |
Zakres: 0 ~ 110; Regulacja biegów: 0,5 / 2 / 6 / 12 |
| Częstotliwość pracy |
MHz |
1 ~ 5 / 0,5 ~ 8 |
| Tryb uruchamiania |
|
Słaby silny |
| Tłumienie |
|
Niskie wysokie |
| Zahamowanie |
% |
0 ~ 80 |
| Tryb wykrywania |
|
Wykrywanie ujemne/wykrywanie pozytywne/wykrywanie dwukierunkowe/filtrowanie/RF |
| Częstotliwość powtórzeń |
Hz |
Regulowany w 10 stopniach (regulacja 20 ~ 500 Hz, ale ograniczona zakresem wykrywania, prędkością dźwięku materiału, przesunięciem impulsu, punktem zerowym sondy itp.) |
| Magazynowanie |
|
500 zestawów zestawów danych, w tym ustawienia instrumentu, stan wykrywania defektów, wzorce echa itp |
| Nagrywanie wideo |
|
Funkcja nagrywania krótkich filmów (w tym A-skan i mapa oznaczeń spawów).Odtwarzanie krótkich filmów z górnego komputera.Można wybrać zapisywanie wewnętrzne lub zapisywanie na dysku flash USB. |
| Schemat oznaczenia spoiny B |
|
Znak identyfikacyjny służący do rozprowadzenia sygnałów alarmowych na odcinku spawanym szyny.Obejmuje to automatyczne i ręczne znakowanie. |
| Funkcja automatycznego wzmocnienia |
|
Automatycznie dostosuj amplitudę echa w bramce do określonej amplitudy
Ustawienie amplitudy: 40% / 50% / 60% / 70% / 80% / 90% / 100%
|
| Brama |
|
1 bramka alarmowa pomiarowa
Tryb bramki: wyłączony/wlot fali/utrata fali
Podnoszenie bramy: 0 ~ 109%
Szerokość bramy: 1 ~ 109%
Poziom bramy: 10 ~ 90%
|
| Alarm |
|
off / on, Włącz i wyłącz dźwięk alarmu brzęczyka |
| Funkcja automatycznej korekty |
|
Służy do korygowania prędkości dźwięku materiału i punktu zerowego sondy
Tryb korekcji: prędkość dźwięku + punkt zerowy
|
| Funkcja pomiaru kąta |
|
Służy do pomiaru kąta sondy |
| Funkcja DACa |
|
Służy do tworzenia, konfigurowania i stosowania krzywych DAC |
| Funkcja PAK |
|
W trybie tandem/K-scan opartym na enkoderze, ten sam równoważny sygnał w różnych pozycjach spoiny jest kompensowany pod kątem wzmocnienia, dzięki czemu odbity sygnał o tym samym równoważniku w każdej pozycji jest zbliżony do tej samej czułości wykrywania. |
| Funkcja transferu |
|
Przenieś wewnętrzny zestaw danych instrumentu na dysk USB przez interfejs USB |
| Przechowywanie danych |
|
Wbudowana karta SD (4G) |
| Wyświetlacz |
|
5,7-calowy wyświetlacz TFT LCD o wysokiej jasności, 320 × 240 pikseli |
| Funkcja powrotu do ustawień fabrycznych |
|
Przywróć ustawienia instrumentu do stanu fabrycznego |
| Zasilacz |
|
Zasilacz lub bateria litowa
Adapter: wejście AC 100 V ~ 240 V, wyjście DC: DC 12 V
Bateria: 6,4 V ~ 8,4 V
|
| Czas pracy na baterii |
h |
≥6 (w odniesieniu do jasności światła tła) |
| temperatura pracy |
℃ |
-20 ~ +50 |
| Waga |
kg |
Około 1,4 (łącznie z baterią) |
| Rozmiar |
mm |
152×240×68 (szerokość × wysokość × głębokość) |
Opcjonalna ramka skanująca HRWS-C-K0.75
Ramka do skanowania spawów szyn HRWS-C-K0.75 jest odpowiednia do ultradźwiękowego skanowania tandemowego defektoskopu spoin taliowych szyn (w tym spawania termicznego, spawania gazowego i spawania błyskowego).Główne cechy produktu to niewielkie rozmiary, niewielka waga, łatwość przenoszenia, prosta obsługa i praktyczność na miejscu.Jest to niezbędne urządzenie skanujące do wykrywania wad spoin szynowych.
Standardowe opakowanie
Przenośny defektoskop ultradźwiękowy FD-2008HT
Przetwornik wiązki prostej
Przetwornik wiązki kątowej
Kabel połączeniowy przetwornika (BNC-LEMO 00 lub opcjonalnie LEMO 01-LEMO 00)
Pakiet akumulatorów litowo-jonowych
Zasilacz/ładowarka
Instrukcja obsługi w języku angielskim
Certyfikat kalibracji
akcesoria opcjonalne
Prosta sonda (5MHZ-ф20)
Prosta sonda (2.5MHZ-ф20)
Prosta sonda (2.25MHZ-ф20)
Sonda prosta (1MHZ-ф20)
Sonda kątowa (4MHZ-45 stopni, 8*9mm)
Sonda kątowa (4MHZ-60 stopni, 8*9mm)
Sonda kątowa (4MHZ-70 stopni, 8*9mm)
Sonda kątowa (4MHZ-80 stopni, 8*9mm)
Sonda kątowa (2MHZ-45 stopni, 8*9mm)
Sonda kątowa (2MHZ-60 stopni, 8*9mm)
Sonda kątowa (2MHZ-70 stopni, 8*9mm)
Sonda kątowa (2MHZ-80 stopni, 8*9mm)
Sonda T/R (5MHz-ф20mm, ostrość 15mm)
Sonda T/R (2,5 MHz-ф20 mm, ostrość 15 mm)
Kabel połączeniowy do sondy (BNC-BNC)
Kabel połączeniowy do sondy (BNC-Lemo 00)
Kabel połączeniowy do sondy (Lemo 01-BNC)
Kabel połączeniowy do sondy (Lemo 01-Lemo 00)
Bateria litowo-jonowa
Zasilacz (4A/9V)
Przewód zasilający
Blok testowy V1
Blok testowy V2
Bloki testowe DAC, ASME itp.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!